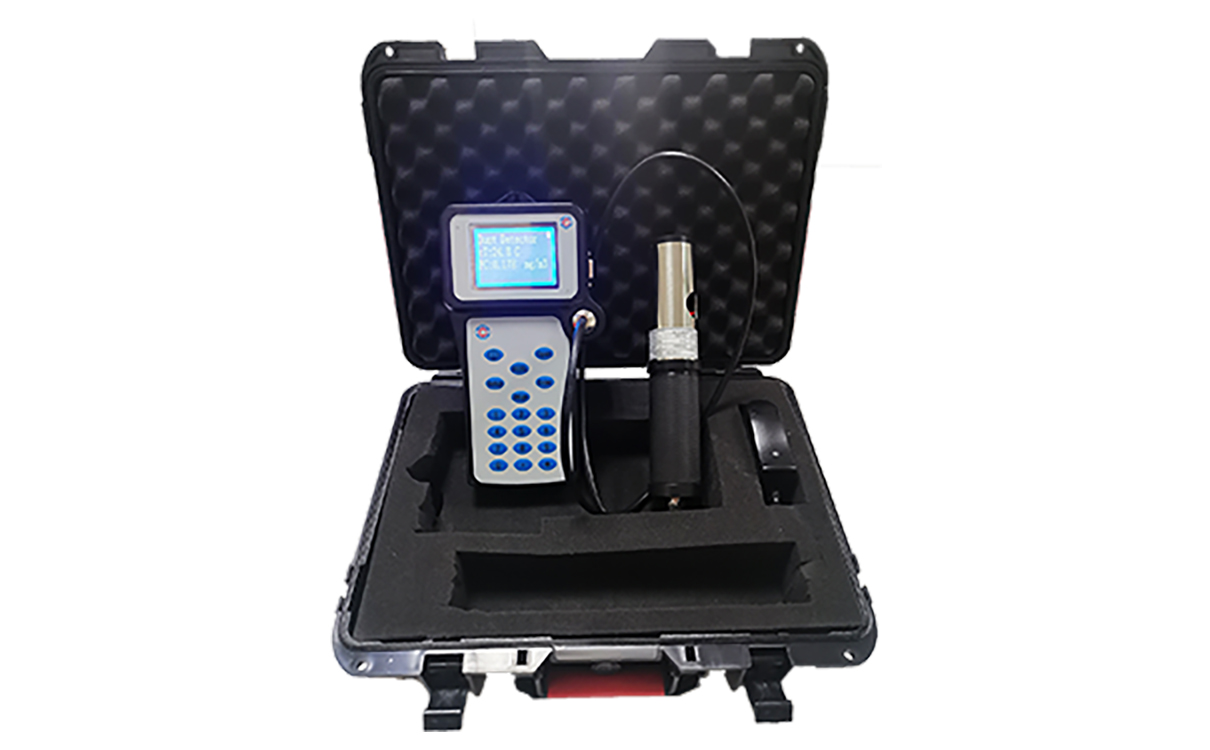
在工业生产中,粉尘爆炸是一种极为危险的安全隐患,尤其在化工、煤炭、粮食加工等行业,粉尘浓度一旦超标,极易引发爆炸事故。防爆粉尘检测仪作为关键的安全监测设备,通过实时监测粉尘浓度,帮助企业和工厂提前预警并采取防范措施,从而有效筑牢高危环境的安全防线。
一、精准监测粉尘浓度
防爆粉尘检测仪采用先进的传感技术,如激光散射法、交流静电测量技术等。这些技术能够精准测量空气中的粉尘浓度,确保数据的可靠性和准确性。例如,激光散射法通过激光束照射空气中的粉尘颗粒,测量散射光的强度和角度,从而计算出粉尘的浓度和粒径分布。这种高精度的监测方式能够帮助工作人员及时发现粉尘浓度的变化,提前采取措施。
二、防爆设计确保安全
防爆粉尘检测仪严格按照防爆标准设计,适用于易燃易爆环境。其外壳坚固耐用,能够抵御外界的碰撞与侵蚀,确保在潮湿、恶劣的工作条件下依然稳定运行。
三、实时报警与远程监控
当粉尘浓度超过设定阈值时,防爆粉尘仪会立即发出声光报警,提醒工作人员及时采取措施。此外还支持远程监控和数据传输功能,通过4G/5G网络将数据实时上传到监控平台。工作人员可以通过手机或电脑远程查看粉尘浓度数据,即使不在现场也能及时掌握情况。
四、广泛应用于高危场景
防爆粉尘仪广泛应用于多种高危场景,包括煤矿、金属矿、面粉厂、木材加工厂、化工企业、金属冶炼与加工企业等。在这些场所,粉尘与空气混合后极易引发爆炸,因此实时监测粉尘浓度至关重要。例如,在煤矿开采中,掘进、采煤工作面及运输巷道等场所需要实时监测煤尘浓度,以预防爆炸。
五、助力企业安全生产
防爆粉尘检测仪不仅能够实时监测粉尘浓度,还可以与风机、除尘器、喷淋器等设备配合使用,实现粉尘的自动控制和处理。例如,当检测到粉尘浓度超标时,仪器可以通过无线信号控制风机的开关,增加通风量,降低粉尘浓度。这种智能化的解决方案能够有效减少粉尘积聚,降低爆炸风险,保障企业的安全生产。
防爆粉尘检测仪通过精准监测粉尘浓度、防爆设计、实时报警与远程监控等功能,为高危环境筑牢了安全防线。它广泛应用于煤矿、化工、粮食加工等行业,帮助企业及时发现并处理粉尘隐患,保障生产安全。在工业生产中,不仅是安全监测的重要工具,更是企业实现安全生产的可靠保障。

 电话:4008-909192
电话:4008-909192 电邮:zgtdkj@163.com
电邮:zgtdkj@163.com

 在线交流
在线交流 咨询电话
咨询电话